Highway Guardrail Production Line
Raw material kind: hot rolled low carbon steel
Raw material yield strength: 235Mpa
Raw material tension strength: 450Mpa
Suitable steel coil outer diameter: ≤Ф1520 mm
Suitable steel coil inner diameter: Ф508mm
Raw material width: according with final test data
Raw material thickness: max 4.0mm
Single steel coil weight: max 6000kg
Description
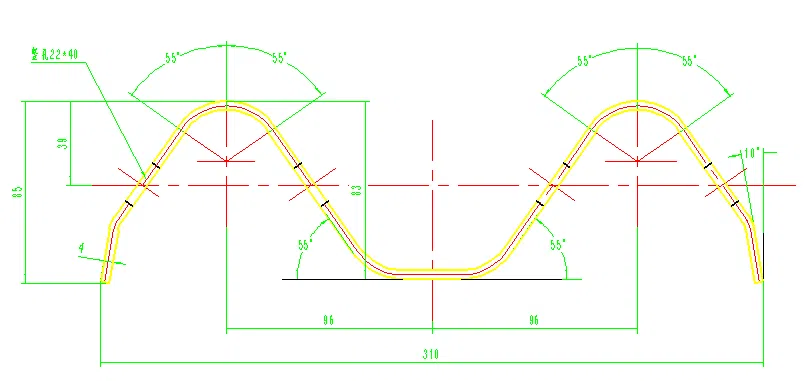
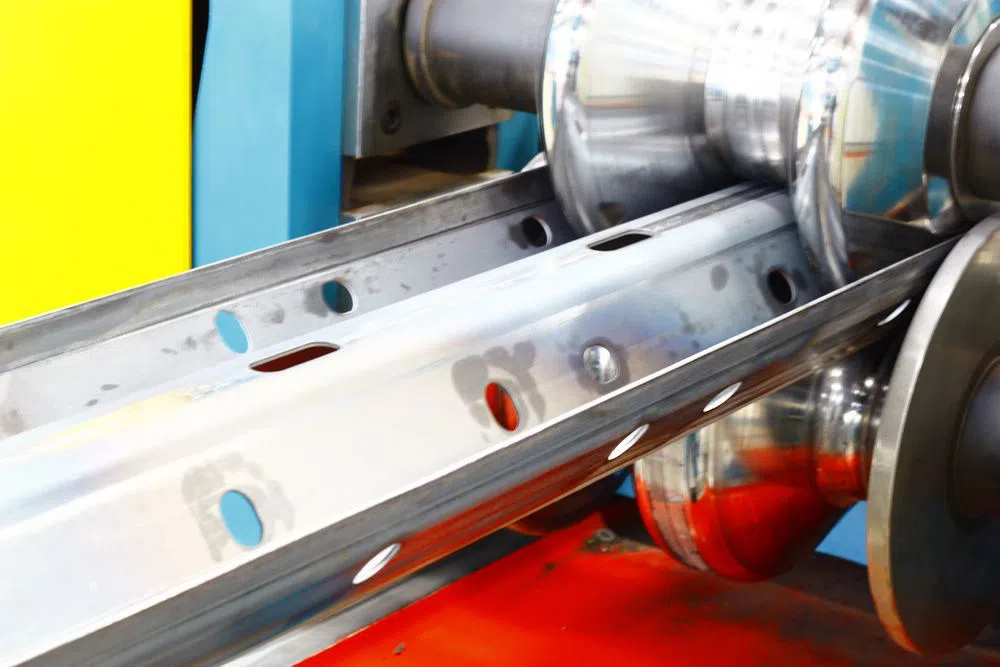
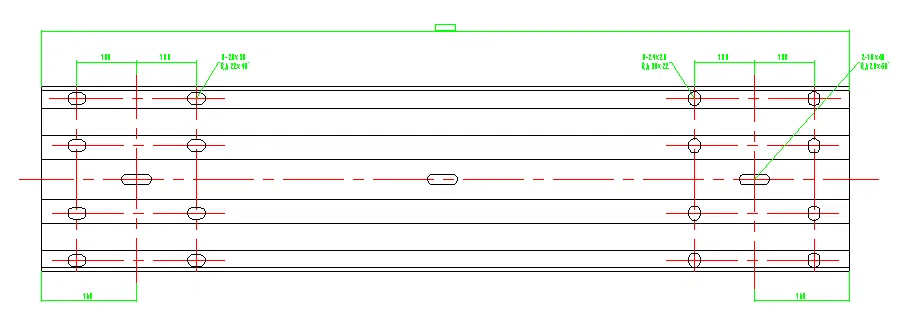
2 WAVES HIGHWAY GUARDRAIL PRODUCTION LINE 1. Main technical parameter: Actual products show: Profile drawings: Note: when order is confirmed, both parts need to sign the profile drawing and punch hole drawing together. Raw material kind: hot rolled low carbon steel Raw material yield strength: 235Mpa Raw material tension strength: 450Mpa Suitable steel coil outer diameter: ≤Ф1520 mm Suitable steel coil inner diameter: Ф508mm Raw material width: according with final test data Raw material thickness: max 4.0mm Single steel coil weight: max 6000kg 2. Roll forming line working process: Decoilre-leveler-material loop—servo feeder—500T pressure machine—main roll former—final products output rack 3. Main components of roll forming line: 3.1 Decoiler 1 set (includes coil car) This deociler is single head model, motor drives decoiler shaft to open steel coil and hydraulic power make decoiler shaft expanding device to make steel coil to be fixed well on decoiler shaft. When complete line is on common working condition, decoiler is working automatically. In order to make decoiler operator to be safe, decoiler also includes pneumatic brake and press arm. It will protect operator among working process. Decoiler matches with one coil car, it is used to loading and unloading steel coil from decoiler shaft. Coil car can move forwardly and back, motor drives car to move; coil car support table can lift up and down, hydraulic cylinder supplies power for this device. Suitable steel coil outer diameter: Ф1520mm Suitable weight of decoiler and coil car: max 6000kg Motor power of decoiler: ≈5.5Kw Motor power of coil car: ≈2.2Kw 3.2 Leveler machine 1 set This leveler uses 5 rollers model. Up layer has 2 pieces rollers, and down layer has 3 pieces rollers. The rollers’ space which is between up and down layer can be adjusted manually by screw mandrel. Two pairs guide rollers are installed in the front of leveler roller part, feed roller is pinched well by pneumatic cylinder. Pinch roller working speed can be adjusted by transducer, operator can control it according to actual working requirement. In the front of main leveler part, one special Telescopic shovel head is installed on leveler base plate. When raw material will get into leveler part, this shovel will move up and guide raw material to get into leveler device smoothly. Max working speed: 30m/min Suitable steel coil thickness: max 4.0mm Motor power: ≈11Kw 3.3 Material loop 2 sets Material loop is used to make working speed to be matched for different necessary parts. Complete line totally includes 2 sets loop. One loop is between leveler and puncher, the last one is between puncher and main roll former. Within the loop channel, it includes few photoelectric switches. These switches are used to control raw material feeding location in each loop channel. 3.4 Servo feeding device 1 set This device is installed in the front of multi-station puncher. It is fixed on puncher base plate. This servo feeding device is driven by servo motor, operator can set few group working data on control system, and then servo feeding device will feed raw material sheet one time by one times. Feeding device also has one pair feeding rollers, it is lift up and down by pneumatic cylinder. Max feeding speed: 40m/min Suitable material thickness: max 4.0mm Each time feeding length tolerance: ≤±0.15mm Servo motor brand: Japanese Yaskawa Servo motor power: 5.5Kw Feeding roller material: 9Cr2Mo or GCr15 (HRC55~60) 3.5 500T pressure machine 1 set This kind of pressure is special hydraulic puncher model, it includes complete punch die and different punch die is used to finished different holes’ punching action. Punch die will finish the punch hole and material sheet cut-to-length action completely. Main components of pressure puncher are base plate, punch die, punch frame, adjustable device and related assistant accessories, etc. The pressure puncher will includes 2 sets punch dies. They are used to finish 18 holes for 2 waves guard rail plate and 28 holes for 3 waves guard rail plate punch action requirement. The punch holes’ drawings as following show: 3.6 Special strength hole puncher 1 set This kind of puncher is common punch model. It will includes 2 sets punch dies, main aim is to finish 2 and 3 wave guard rail plate strength hole punch action requirement. 3.7 Main roll former 1 set Main roll former is single forming stand model, motor, decelerator, transmission shaft and gearbox drives roll former to form profile. Each forming stand has power, the down forming shaft part is power part. Some important forming stands are matched with in-phase gear, main aim is to make forming process to be smooth and precise. Main roll former is used to produce 2 wave guardrail plate. All roll forming rollers are finished machining and polishing for roller surface. Roller material is Cr12 (HRC58~62), the physical character is similar as American D2 material. Raw material of forming stand: QT470 Raw material of forming shaft: 40Cr Raw material of forming roller: Cr12 The diameter of forming shaft: φ90mm Motor power of main roll former: ≈90Kw Main roll former working speed: 10~30m/min (without line cut time) Complete line actual working speed: 5 pieces final plate/min (plate length: 4320mm) Main roll former forming stand number: 15 3.8 Hydraulic system 2 sets These two systems are used to supply power for hydraulic decoiler, coil car, and pressure puncher. A pump and accumulator composite structure, punching and cutting action speed is much fast, it can improve production line working speed. Cooler with air-cooled, high production requirements to meet the work load and high temperatures. The hydraulic system which is specially design for the high speed puncher and moving cutter is much professional. Main components of system includes motor, oil pump, filter, oil tank, electromagnetic valve and etc. Hydraulic oil of this kind of system should be kept on grade 6~8. 3.9 Electrical control system 1 set This system uses Mitsubishi (or same level brand products) PLC to control all working actions. Production quantity and each piece length will be automatically measured; human and machine interface, touch screen is input and cancelled the working data. It is convenient to control the roll forming machine. The control panel has English operation interface, it is convenient to operator to input and cancel working date. Main components of electrical system: PLC: MITSUBISHI (Japanese products) Transducer: Delta (China Taiwan products) Touch screen: WEINVIEW (China Taiwan products) Low-voltage apparatus: Schneider (French products) Encoder: OMRON (Japanese products) 3.10 Final products output rack This rack total length is 4 meters, it has two parts, each part length is 2 meters. rack is easy to assemble, when complete line needs to have some location adjustment, operator can disassembly it soon.